
Porosity In Aluminum Alloy Die Castings - What Causes Porosity In Aluminum Casting And How To Reduce Them?
Porosity is a big concern in die casting which includes two basic types: gas porosity and shrinkage. Both can cause costly waste loss and limit the use of die-cast parts in critical high-strength applications. Each takes a completely different corrective action, however they can look similar. In this article, we introduce the causes to porosity in aluminum casting and measures to solve the gas porosity of die castings & how to reduce the porosity of aluminum casting.
What is Porosity in Die Casting?
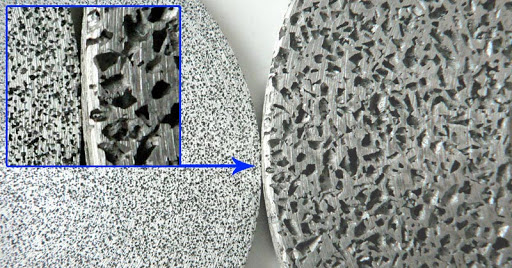
Porosity is one of the most common die casting defects. This porosity is found when there are small voids, holes or pockets of air that is found within metal.
Porosity is inherent in die casting manufacturing. Typically, the porosity occurs when air is trapped into the metal by the die casting machinery, often leaving gaps at the top of the die or filling a mold too slowly and having some solidification occur too soon. It can also be created when the air used to force molten metal into the mold isn’t completely forced out or able to escape via vents and overflows. The two most common types of casting porosity types are: gas porosity and shrinkage porosity.
What Causes Porosity In Aluminum Casting?
In the production of aluminum alloy die casting, people often call small holes on the product gas porosity in general. There are many causes of gas porosity in aluminum die casing. In summary, aluminum die casting gas porosity can be divided into the following categories:
– Gas porosity caused by the poor quality of fine wall degassing.
– Refining gas porosity caused by poor discharge.
– Gas porosity caused by poor exhaust channel of the mold and the poor mold exhaust design structure.
– Uneven wall thickness of aluminum alloy discs and cylinders.
– Gas porosity caused by entrainment air due to improper die casting parameters.
– Shrinkage porosity of aluminum alloys.
– Gas porosity caused by excessive difference of the product wall thickness.
How Do You Reduce The Porosity Of Aluminum Casting?
Take these measures to fix die casting gas porosity:
1. In the process of material selection, we should choose dry and clean alloy materials to avoid generating too much water vapor. When melting aluminum alloy, we must strictly follow the operation procedure and avoid entertaining gas as much as possible. Control the melting temperature, avoid overheating and select high quality refining agent or inert gas (such as nitrogen) to ensure gas removal during aluminum alloy melting process. We should select coating that has less volatile gas and ensure evaporation under low temperature and evenly apply coating to prevent the volatilized gas from entering the molten alloy.
2. The filling speed should not be too high or too low as it’s determined according to the die-cast alloy and structural characteristics of the casting. Under the premise of satisfying the casting molding and the die casting process conditions permitting, try to reduce the molten aluminum casting temperature as much as possible during die casting. This can reduce the volume shrinkage of the casting, reducing shrinkage holes and shrinkage porosity.
3. Vacuum impregnation is a method that seals the aluminum alloy die casting resulting from porosity. The impregnating material is introduced into the voids within the casting wall thickness through the vacuum and pressure methods. This method is an economical and effective permanent solution to solve the problem of aluminum alloy die casting porosity. There is no limit to the size of castings that can be impregnated.
4. For gas porosity caused by poor discharge, we should improve the exhaust channel of the mould and clean the residual aluminum skin on the mold exhaust channel. Change the thickness of the gate and the direction of the gate, and we can set the overflow and discharge groove at the position where the air hole is formed, so that the gas can have a chance to be discharged. The total cross-sectional area of the overflow chute should not be less than 60% of the total cross-sectional area of the inner gate, otherwise the slag discharge effect will be poor.
5. Adding core pulling, cold iron or water cooling or increasing cool-down rates for the mold should be considered when the mold is designed. In the production of die-casting, attention should be paid to the amount of supercooling in the thick parts, and the pouring temperature should be appropriately decreased.
How To Test The Porosity Of Aluminum Casting?
For the porosity test of aluminum casting, several positions should be considered: the position of maximum stress in finite element analysis, the position of air entrainment in the simulation analysis of parts, the key parts of parts. Generally, the die castings can be inspected by X-ray. After defects are found, the parts are cut for further inspection. In process control, ASTM E505 grade 2 control and ASTM E505 grade 1 control shall be adopted for key parts. The surface of pores is generally smooth, round or oval, sometimes isolated, sometimes clustered together. However, the shape of shrinkage cavity and porosity is irregular, and the surface color is dark and not smooth. Dendrite structure can be found in the defect position under microscope and electron microscope.
Hope this article can be helpful for you, so we can all produce qualified die casting parts, zinc alloy die casting parts or aluminum die casting parts to meet the actual production needs of enterprises!