
Cold shut is one of the common defects found in die castings, how it is formed and how to avoid the defect? Here we’ll explain what is cold shut defect, its causes, and its solutions (remedies).
What is Cold Shut Defect?
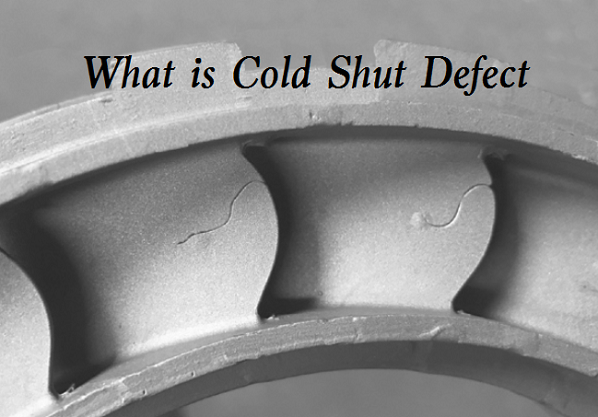
At the junction of metal flow in the castings, if the metal melt fusion is not perfect or the metal melt is not continuous and sufficient, the die casting surface has obvious, irregular, sinking linear lines, and there will be penetrating or nonpenetrating gaps in the castings, which are small and long in shape. Some of the junction edges are smooth and may develop under external forces. This is called the cold shut defect. The shape of the cold shut is the shape of the initial flow of liquid. It is single and smooth, with rounded edges. Therefore, it often presents a smooth strip black line image with uniform width and lack of change on the radiograph. The width of the line is relatively large, and the blackness seems to change in the width direction.
Formation Principles of Cold Shut Defect
The cold shut of aluminum alloy die castings usually occurs at the wide surface and thin wall of the casting away from the gate. It is because when the metal flow is divided into several streams, the flow front of each stream has presented a condensed state, which is called the solidification front, but it is still filled under the impetus of the following metal flow. When the metal flow it meets also has a solidification front, the solidification layer it meets cannot be fused again, and its junction presents a gap. The two metal flows are connected with each other, but they are not fully fused and there is no other between them, The bonding force between the two strands of metal is very weak, and the severe cold shut will hinder the use of the casting to some extent, depending on the service conditions of the casting and the degree of cold shut. Measures must be taken to remove the flow marks and cold watermarks during the aluminum alloy die casting process, so as not to affect the quality and normal use of the die casting
Causes of Cold Shut in Die Casting
– Die temperature is too low during casting
– Improper selection of alloy, poor fluidity, and low temperature of molten metal
– Excessive chilling of the mold surface or cold iron
– The filling speed is too low or the exhaust gas is poor
– The casting pressure is too low (injection-specific pressure)
– The mold release agent is sprayed excessively or not dried
– The process is too long or the gating system is unreasonable
– Unreasonable setting of the fast injection point
– Poor exhaust gas
Remedies and Solutions to Cold Shut in Die Casting
The measure to prevent cold shut and watermark defects of die castings is to increase the casting temperature
– Properly increase the pouring temperature and mold temperature.
– Adjust alloy composition to improve fluidity.
– Improve the gating system, especially the number and distribution of inner gates, increase the speed of inner gates and improve the filling conditions.
– Improve overflow conditions, increase overflow flow and improve exhaust conditions.
– Increase the injection speed, improve the filling conditions, increase the specific pressure and increase the mobility of aluminum liquid.