The Time Control of Die Casting Process
Time in the die casting process involves the filling time, pressurization time, holding time, and die retention time. These times will be affected by the pressure, speed and temperature, together with the physical characteristics of molten metal, casting structure (especially wall thickness), mold structure (especially gating system and overflow system). Time is a multiple and complex factor, but it is closely related to the above factors. Therefore, control time is very important in die casting services. Here are introductions to time of different stages and how to control or choose the most suitable time period.

Time Control in Die Casting Process
1. Filling time
The time required for filling the molten metal into the mold cavity under the pressure until is full is the filling time, which is affected by the following factors: pressure, speed, temperature, the characteristics of the pouring and overflow system of the mold, the properties of the alloy, and the casting structure. It’s based on the principle of the liquid metal is not solidified and the filling is completed.
When determining the filling time, you should consider:
1) When the pouring temperature is high, the filling time can be extended.
2) When the mold temperature is high, the filling time can be extended.
3) When the thick wall of the casting is far away from the gate, the filling time can be extended.
4) Melting alloy with high specific heat capacity, the filling time can be extended.
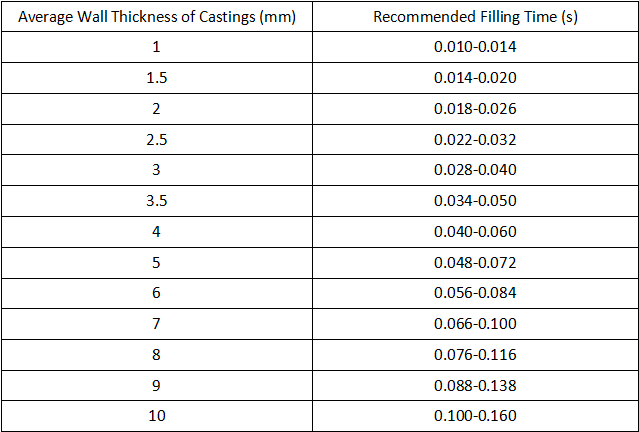
Filling Time Chart Based on Wall Thickness of Castings
2. Pressurization time
The time of pressure build-up and pressurization refers to the time required for the molten metal during the pressurization stage of the filling process, from the moment when the cavity is full until the pressurization pressure reaches the predetermined value. Since the development of the casting machine with the pressurization mechanism, the shortest pressure build-up time has become an important performance index of the injection system of the die-casting machine. Generally, the shorter the pressure build-up time is, the more favorable it is to improve the casting quality.
3. Holding time
After filling the cavity with molten metal, the period of time during which the molten metal solidifies under the effect of pressurization and specific pressure is called pressure holding time. The pressure holding function is to make the injection punch transfer the pressure to the mold cavity through the UN solidified residual material and the metal in the gate part, so that the solidified metal will crystallize under high pressure, so as to obtain the dense casting.
The pressure holding time shall be selected according to the following factors:
1) Characteristics of die casting alloy: the range of crystallization of die casting alloy is large, and the holding time should be longer.
2) casting wall thickness: the average wall thickness of casting is large, and the holding time is longer.
3) gating system: the inner gate is thick and the holding time is longer.
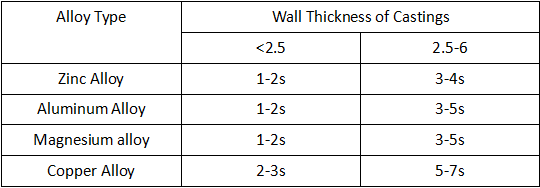
Recommended Holding Time of Die Casting Process (s)
4. Mold retention time
The holding time is the time from the end of holding pressure to the time when the casting is ejected. Sufficient mold retention time is to make the casting fully solidified and moderately cooled in the mold, so that it has a certain strength, and the casting will not deform or crack when the mold is opened and ejected. In general, the best time for casting to be deformed and cracked is to leave the shortest time. However, too long die retention time not only reduces the production efficiency, but also brings bad consequences.
To sum up, the process parameters of pressure, speed, temperature and time in die casting production can be selected according to the following principles:
1) the thicker the casting wall, the more complex the structure, the greater the injection force.
2) The thinner the casting wall is, the more complex the structure is and the faster the casting speed is.
3) The thicker the casting wall is, the longer the holding time is.
4) The thinner the casting wall is, the more complex the structure is, and the higher the casting temperature is.
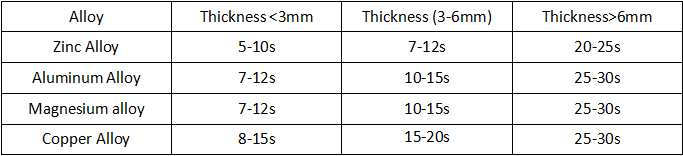
Recommended Die Retention Time of Die Casting Process (s)