-

Apr.23
2024
What Is Galvanized Steel? – Properties, How Does it Work, Uses, and moreGalvanized steel is made by coating steel with a thin layer of zinc. The process involves immersing steel products or st...View More >> -

Apr.22
2024
Why is Toyota Mold Design So Successful?Toyota Motor Corporation's mold design and manufacturing technology has many unique features in management and technolog...View More >> -

Apr.19
2024
What is Titanium Casting: Process, Application, Temperature & PriceTitanium casting is a common titanium alloy processing technique, which involves melting titanium alloy and injecting it...View More >> -

Apr.17
2024
3/8 vs 1/2 vs 1/4 Cable Clamps, Which Are Better?A cable clamp is a device used to secure and organize electrical cables, wires, or hoses. It is typically made of metal,...View More >> -
Apr.17
2024
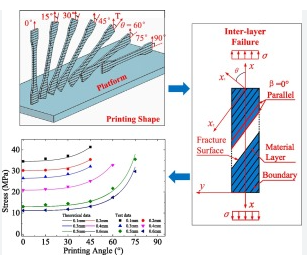
How to Reduce 3D Printing Residual Stress – Diecasting-Mould.comResidual stress is an inevitable product of rapid heating and rapid cooling, which is inherent to the laser powder bed f...View More >> -

Apr.12
2024
What is Liquid Metal: Compositions, Densities, Advantages & ApplicationsDo you know about liquid metals? According to reports, liquid metal has the characteristics of fatigue resistance, high ...View More >> -

Apr.12
2024
Ferrous Metal vs Non-Ferrous Metal & Differences Between ThemIron, chromium, and manganese are listed as ferrous; Include 64 metals other than iron, chromium, and manganese as non-f...View More >> -
Apr.11
2024
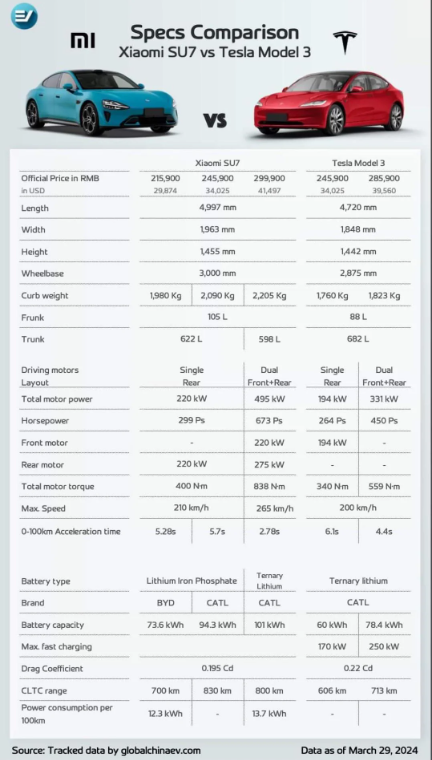
Xiaomi SU7 vs. Tesla Model 3: Which One is More Worth Buying?The sales volume exceeded 50,000 in less than half an hour. Although Xiaomi SU7 achieved amazing sales results at the pr...View More >> -
Mar.25
2024
What Impacts 3D Printed Tensile Strength & How To Increase?While the type of plastic material used plays a crucial role in determining the ultimate strength of the final product, ...View More >> -

Mar.22
2024
TIG Welding: Definition, Application, How to Work, Types, and moreTIG welding, also known as gas tungsten arc welding (GTAW), is an arc welding process that uses a non-consumable tungste...View More >> -
Mar.22
2024
What is Pressure Die Casting? – Definition, Types, Uses, and morePressure die casting is a metal casting process that is commonly used to produce complex products with close dimensional...View More >> -
Mar.20
2024
Aluminum 3003 vs Aluminum 6063, What’s the Difference | Diecasting-mouldAluminum alloys are some of the most widely used engineering materials in the world due to their high strength-to-weight...View More >>

news